


PVC je najzastupljeniji plastični materijal, od kojeg se proizvodi širok spektar proizvoda. Najmoderniji PVC profili su proizvedeni zavarivanjem profila prema zahtjevanim dimenzijama i oblicima prozora. Za ojačavanje profila koriste se čelične i aluminijske šipke. Staklo se održava u žlijebu lajsnama stakla koje djeluju kao spojnice. Ove lajsne za staklo se ekstrudiraju na isti način kao glavni profili. Između PVC-a i stakla je zaptivač napravljen od gume. Sve ove osobine i rang mehaničkih karakteristika omogućuju da PVC profili nude značajne sigurnosne prednosti. Ova testiranja uključuju prodiranje vazduha i kiše. Foliranje je najčešći način dodavanja boje ili ukrasa profilu. Pristupačno, ali praktički ne i najtrajnije, jer je folija osjetljiva i na vremenske uvjete i na fizička oštećenja. U slučaju oštećenja, prozor ispod folije je bijele boje. Folija je obojeni dio prozora koji vidimo. To je tanka plastična folija koja je nanesena na PVC okvir i pruža boju i efekat zrna na prozoru. Folije su standardni način dobivanja obojenih prozora i razlikuju se u cijeni.
PVC stolarija
Još od davnina čovjek je smišljao načine kako da poboljša ono što mu je priroda omogućila. PVC je jedan od najstarijih vještačkih materijala koje je čovjek izumio, sa najdužom historijom u industrijskoj proizvodnji. Pronalazak PVC-a vezuje se za više različitih mjesta i vremena, nezavisnih jedni od drugih. Sredinom 20. vijeka proizvodnja ovog materijala je uzela maha. Razvijali su se novi oblici ovog materijala, poboljšavale njegove karakteristike, a naročito njegove primjene. Ovaj materijal je bukvalno osvojio svijet, a svoju ogromnu primjenu je našao i u modernoj stolariji. Uočeno je da su njegove karakteristike kao što su otpornost na svjetlo, na atmosferalije, hemikalije, ekstremne temperature i dr. činile ovaj materijal jako dobrim za primjenu u građevinarstvu. Tako je PVC dospio na treće mjesto najprodavanijih plastika čitavog svijeta. Mali troškovi proizvodnje i izdržljivost omogućili su mu primjenu u skoro svim industrijama svijeta. Popularnost proizvodnje i upotrebe PVC stolarije vidi se i u tome što se sve više firmi iz Bosne i Hercegovine orijentiše na izvoz i stvaranje novih poslovnih prilika u EU, čime dokazuju kvalitet rada i ozbiljnost na tržištu.
Upravljanje kvalitetom i ulazna kontrola
Upravljanje kvalitetom dio je strateškog planiranja kroz koje se definiraju dugoročni ciljevi organizacije i sredstva za ostvarivanje tih ciljeva. Važno je implementirati strategiju upravljanja kvalitetom kao proces kojim organizacija definira dugoročne ciljeve vezane za kvalitetu, te ih povezuje s ostalim kadrovskim, marketinškim, financijskim i istraživačko razvojnim ciljevima u zajednički poslovni plan cijele organizacije. Ne zamjenjuje procese kontrole kvalitete i osiguranja kvalitete, već zahtjeva njihovo proširenje, razvoj i kontinuirano unapređivanje. Kontrola kvalitete svojim aktivnostima prati sve faze proizvoda ili usluge, a osiguranje kvalitete implementira kvalitetu kao vodeću strategiju organizacije na način da menadžment definira ciljeve kvalitete na svim razinama upravljanja [1].
Uloga ulazne kontrole kvaliteta je da u komunikaciji sa drugim procesima (nabavka, priprema proizvodnje i sl.) obezbjedi usaglašenost svih materijalnih resursa neophodnih za proces proizvodnje. Ova kontrola se može odnositi na sirovine, materijale, poluproizvode i proizvode koji se transformišu ili ugrađuju tokom procesa proizvodnje, ali i ostale ulaze u proces proizvodnje kao što su alati, uređaji, pribori, sredstva za rad, infrastrukturni elementi, energenti itd [2].
Tipovi grešaka tokom procesa foliranja PVC profila
Prilikom proizvodnje PVC stolarije primjećene su greške koje su nastale tokom foliranja PVC-a. Shodno tome, obavljeno je prikupljanje podataka i analiza grešaka. Analiza je rađena u jednoj od vodećih firmi proizvodnje PVC stolarije u BiH. Podaci su prikupljani tokom 6 mjeseci. U Tabeli 1. su prikazani tipovi grešaka koje se pojavljuju u procesu foliranja.
Tabela 1. Tipovi grešaka procesa foliranja PVC profila
| Red. br. | Tip greške | Slika greške | |
| 1 | Foliranje profila – vazduh unutar folije |  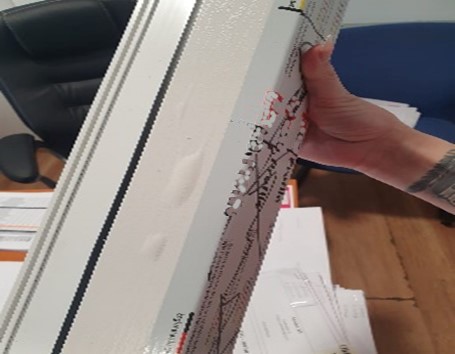 |
|
| 2 | Foliranje profila – folija preko folije |   |
|
| 3 | Foliranje profila -ispupčenja |   |
|
| 4 | Foliranje profila – balončići od prajmera |  |
|
| 5 | Pogrešna boja osnove profila koji se šalje na foliranje |  |
|
| 6 | Pucanje folije |  |
|
| 7 | Oštećenje folije prilikom udara |  |
|
| 8 | Fizička oštecenja na glatu | 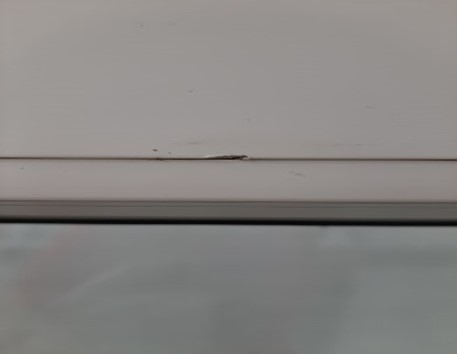  |
Tokom vremenskog perioda od 6 mjeseci praćene su ove greške. Procentualna količina pojedinih grešaka prikazana je na Slici 1.
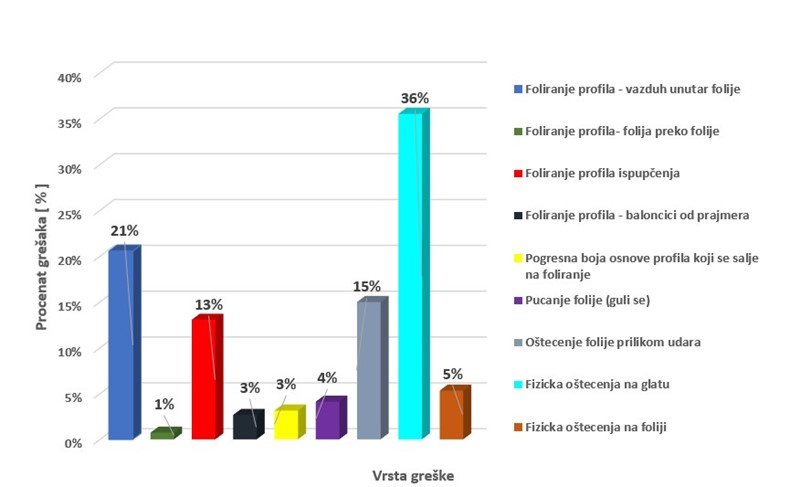
Slika 1. Analiza grešaka koje nastaju prilikom procesa foliranja PVC profila
Sa Slike 1. je vidljivo da najčešće greške koje su se pojavljivale tokom 6 mjeseci su fizička oštećena na glatu, vazduh unutar folije i oštećenje folije prilikom udara.
Mogući uzroci grešaka procesa foliranja PVC profila
Ishikawa dijagram predstavlja jednostavnu i vrlo korisnu metodu za sagledavanje što više mogučih uzroka koji dovode do posljedice/problema koji se analizira, a sve u cilju poboljšanja i unaprijeđenja poslovnih procesa u organizaciji. Vizualni prikaz uzroka koji ova metoda pruža, olakšava analizu njihovog međusobnog odnosa i značaja. On grafički ilustrira odnos između datog izlaza i svih faktora koji utječu na izlaz.
Na osnovu prikupljenih podataka i analize grešaka procesa foliranja PVC profila urađen je Ishikawa dijagram na kojem su prikazani i klasificirani mogući uzroci grešaka.
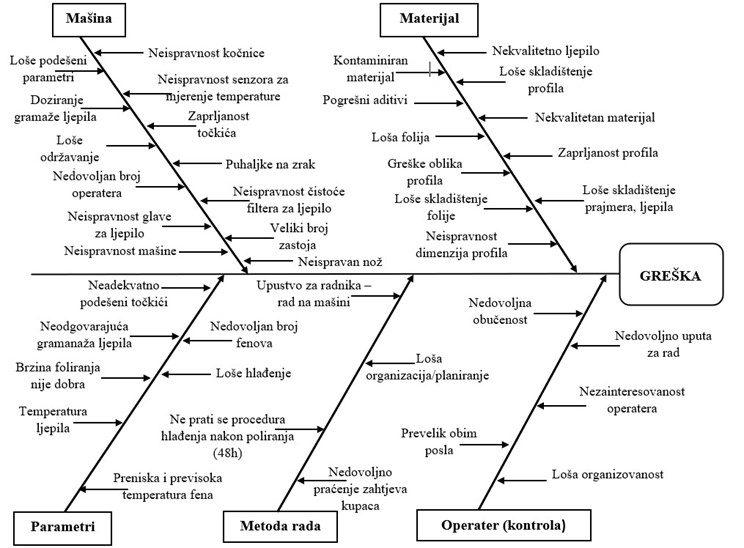
Slika 2. Ishikawa dijagram mogućih uzroka grešaka procesa foliranja PVC profila
Zaključak
Na osnovu prikazanih rezultata možemo reći da je vidljiva velika raznolikost grešaka koje se pojavljuju tokom procesa foliranja PVC profila. Najčešće greške su: vazduh unutar folije (“balončići”) i oštećenje folije usljed udara. Na osnovu sprovedene analize možemo vidjeti koliki utjecaj proces foliranja ima na kvalitet odvijanja procesa kao i kvalitet finalnog proizvoda. Da bi se izbjegli gubici i stablizirao proces, potrebno je poduzeti odgovarajuće mjere za poboljšanje da bi se navedeni problemi izbjegli ili barem minimizirali.














